Precision machinery and reliable support to maximize your plant's uptime and quality.
Achieve impeccable milk fat standardization and efficient bacterial clarification crucial for premium dairy products.
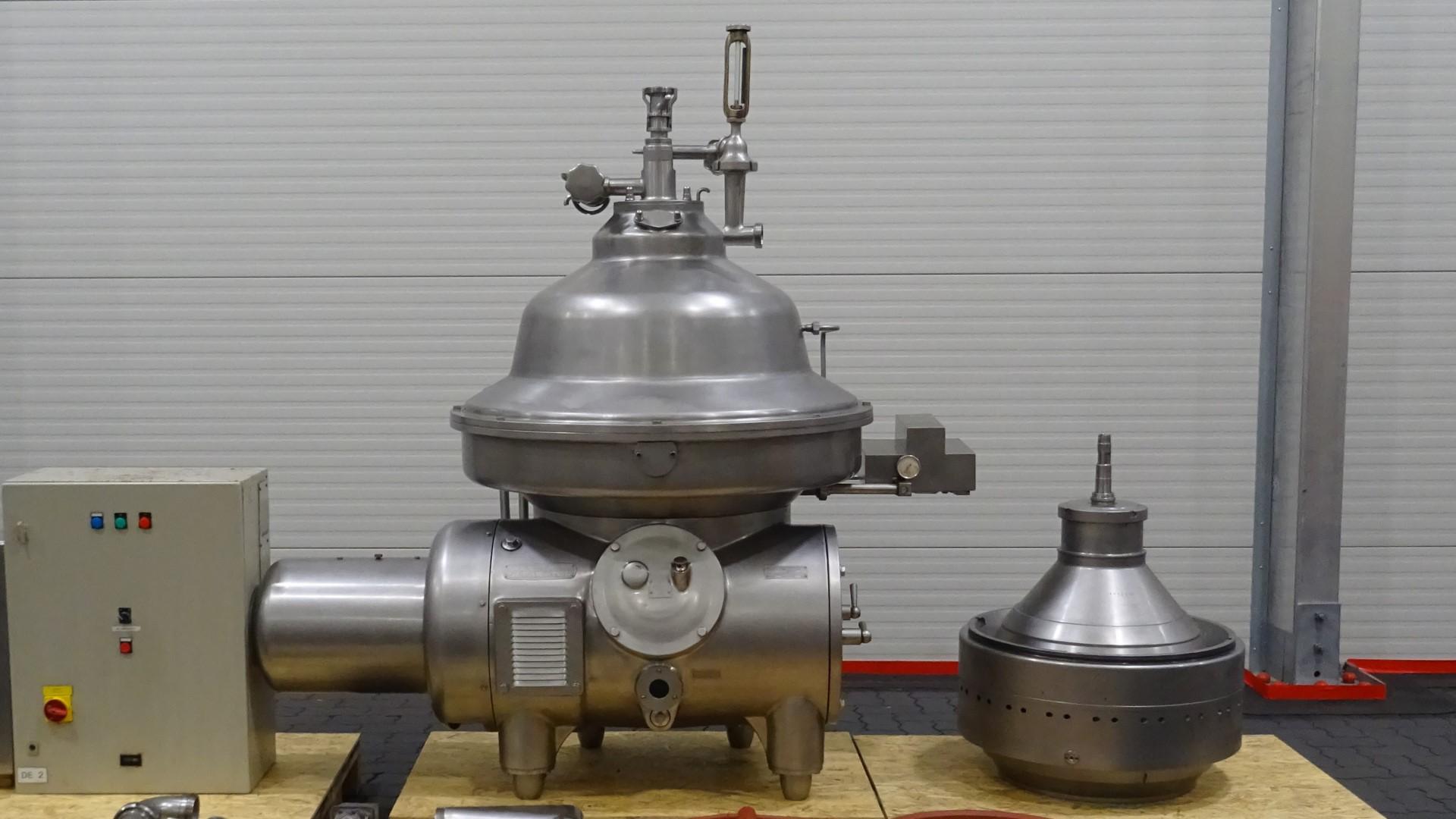
Our separators are built for **continuous, high-capacity industrial operation**, providing superior skim milk and cream quality. Featuring automated sludge discharge and advanced control systems, they minimize product loss and maximize efficiency.
Essential for product stability, extended shelf life, and superior texture in milk, cream, and concentrated products.
Our homogenizers use **precision-engineered valve technology** to break down fat globules uniformly, preventing creaming and improving mouthfeel. We offer both single-stage and two-stage machines to meet specific product viscosity and stability requirements.

A Butter Making Machine (CBM) is high-capacity dairy equipment that continuously churns pasteurized cream, separates the buttermilk, and kneads the resulting butter grains into a perfectly homogenous, ready-to-pack mass. It ensures superior product consistency and maximum yield for industrial production.

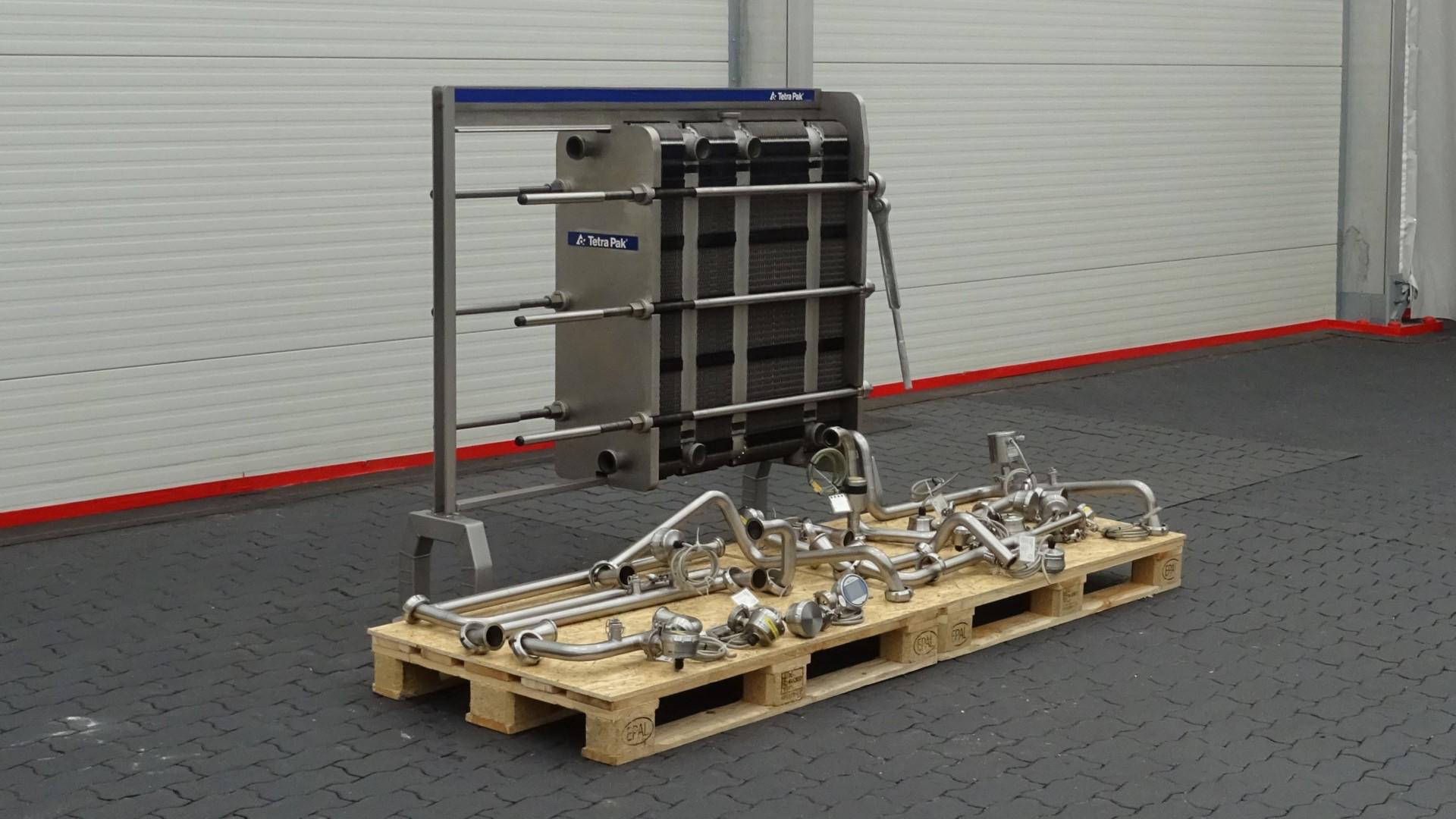
A milk pasteurizer is a vital piece of dairy equipment used to heat milk to a specific high temperature for a set amount of time, and then quickly cool it. This process effectively destroys pathogenic bacteria and microorganisms, significantly extending the milk's shelf life while preserving its nutritional value, color, and flavor.
A heat exchanger in a milk processing unit is a piece of equipment designed to efficiently transfer thermal energy from one fluid (like hot water, steam, or heated milk) to another fluid (raw milk or chilled water) without the two fluids mixing.


High-pressure pumps in milk processing are used to efficiently transfer and homogenize milk under controlled pressure. They ensure smooth flow, maintain product quality, and support processes such as pasteurization, homogenization, and cleaning-in-place (CIP) by delivering consistent pressure and hygienic performance.
A milk clarifier is used in dairy processing to remove suspended impurities such as dirt, dust, and somatic cells from raw milk. It improves milk cleanliness and quality by using centrifugal force, ensuring safer processing and better final product consistency.

Bulk Milk Coolers are used to rapidly cool and store raw milk at safe temperatures after milking. They help preserve milk freshness, prevent bacterial growth, and maintain quality until further processing or transportation.


**Storage tanks** in milk processing are used to safely store raw or processed milk under hygienic and temperature-controlled conditions. They help maintain product quality, prevent contamination, and ensure a continuous and efficient processing flow.
**Cheese Equipment** is used in dairy processing to produce a variety of cheeses by facilitating coagulation, curd cutting, cooking, molding, and pressing. These machines ensure consistent quality, hygiene, and efficiency in cheese production.
